

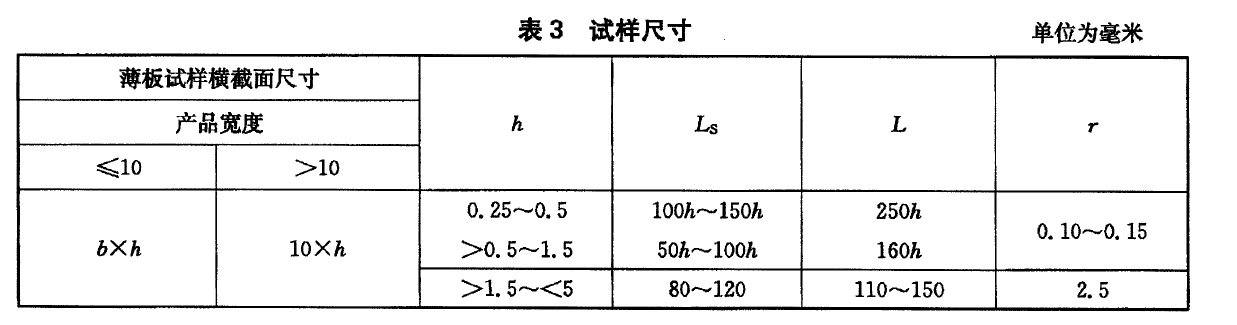
1、金屬材料彎曲性能試驗采用圓形橫截面試樣和矩形橫截面試樣。試樣的形狀、尺寸、公差及表面要求應符合相關產品標準或協議的規定.除另有規定外,宜根據材料和產品尺寸從表2或表3中選用合適的試樣尺寸。
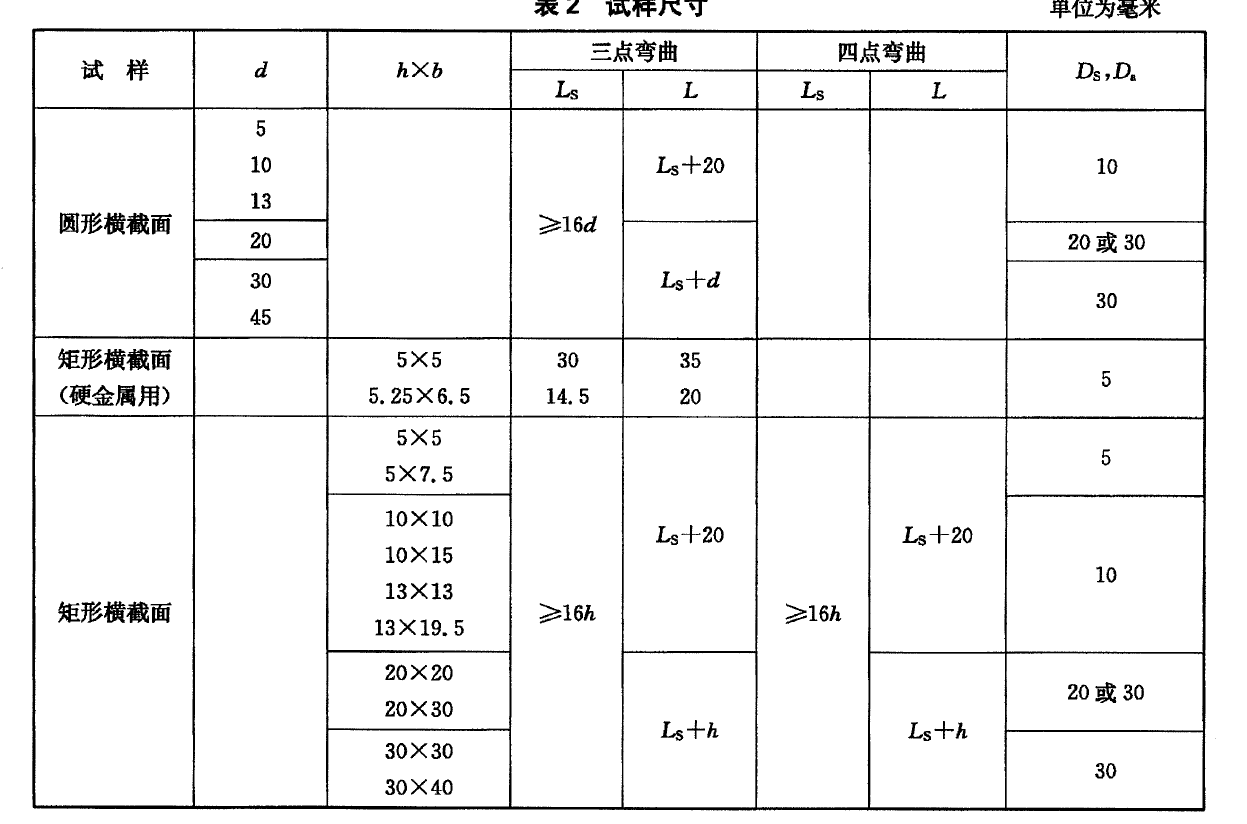
進行對比試驗時,試樣橫截面形狀、尺寸和跨距應相同。
2、樣坯的切取與試樣的制備
A、樣坯切取的方向和部位應符合相關產品標準或GBJT 2975的規定。切取樣坯和機加工試樣的方法不應改變材料的彎曲力學性能。
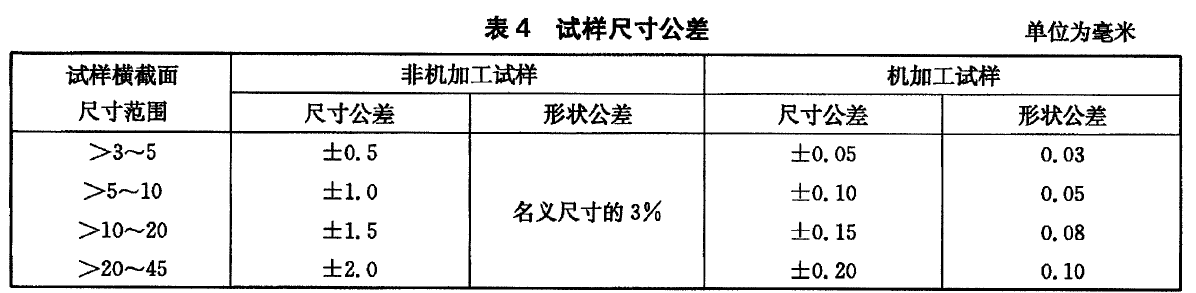
B、若相關產品標準或協議未規定時,機加工試樣的尺寸公差和形狀公差應符合表4的規定。形狀公差為跨距范圍內同一橫截面尺寸的比較大值與比較小值之差。
C、鑄造試樣是否需要機加工應由相關產品標準或協議規定。對于機加工的試樣,其表面粗糙度參數Ra的比較大值為3. 2um。
D、硬金屬試樣的四個相鄰側面的表面粗糙度參數Ra值的比較大值為0. 4}.m。四條長棱應進行45°角倒棱,倒棱寬度不應超過0. 5mm。倒棱磨削機加工方向與試樣長度方向相同。
E、薄板試樣的兩個寬面應保留原表面,兩窄面的機加工表面粗糙度參數Ra的比較大值一般為3.2um應去除試樣棱邊的毛刺。
F、除非相關產品標準或協議另作規定,其他類型試樣在其長度范圍內的機加工表面粗糙度參數Ra值的比較大值為0. 8N.m0
G、試樣應平直。從盤卷切取的薄板試樣允許稍有彎曲,但曲率半徑與厚度之比應大于500。不允許對試樣進行矯直或矯平。
3、試樣數量
薄板試樣:至少試驗6個試樣,試驗時,拱面向上和向下各試驗3個試樣。
圓形、矩形橫截面試樣:一般每個試驗點需試驗3個試樣。